This article systematically explains the definitions, characteristics, application scenarios, processing considerations, and selection recommendations for blind holes and reamed holes, helping engineering, procurement, and manufacturing teams quickly distinguish between them and make the correct selections.
Blind holes and reamed holes are not opposing concepts. A blind hole is defined by whether the hole goes all the way through, while a reamed hole is defined by whether the hole has been machined to a sufficiently high level of precision. The former belongs to structural classification. The latter belongs to process and accuracy classification. They can exist separately, and they can also overlap. In other words, a hole can be a blind hole and, at the same time, a reamed hole. That is the conclusion.
This question comes up all the time in machining.
And it is very easy to mix up.
In many drawings, communication records, and even some purchasing descriptions, “blind hole” and “reamed hole” are compared as if they were hole types in the same category. The result is predictable: the wrong option gets chosen early, more money is spent later in machining, and assembly may not even become more stable. If the problem is minor, the process merely takes an unnecessary detour. If it becomes serious, it can turn into dimensional mismatch, inaccurate positioning, assembly interference, or even rework and scrap.
For CNC precision machining, batch assembly components, and manufacturing projects that demand highly consistent delivery, a hole is never something you simply “drill and forget.” Its structure, depth, bottom shape, dimensional tolerance, geometric tolerance, surface finish, and final assembly purpose all need to match. Otherwise, what looks like just a circle on a drawing may become a real headache on the shop floor.

1. First, Separately: What Is a Blind Hole?
A blind hole is one of the most basic structural hole concepts. It is the counterpart of a through hole and is classified according to whether the hole passes all the way through the workpiece.
1.1 Core Definition of a Blind Hole
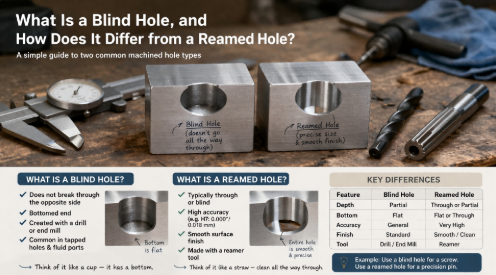
A blind hole is a hole that opens from only one side, does not pass through the entire workpiece, and has a closed bottom. Its depth is less than the thickness of the part, so one end is open and the other is closed.
The key point in this definition is not whether the hole is precise.
It is whether the hole goes through.
So first and foremost, a blind hole is a structural-state concept. It describes the geometric penetration condition of the hole, not its tolerance grade, and not how finely it has been machined in the end.
1.2 Core Characteristics of a Blind Hole
A blind hole may look simple, but in real machining it is not always easy, especially when the part requires high accuracy, the material is difficult to cut, or the hole is deep. In those cases, the difficulty rises quickly.
1.2.1 The Hole Bottom Is Closed
This is the most direct feature of a blind hole.
Different tools and processes create different bottom shapes. A blind hole made with a standard drill typically has a conical bottom. If it is later refined with an end mill, a flat-bottom drill, or a dedicated tool, the bottom may become much closer to flat.
1.2.2 The Accuracy Range Can Vary Widely
A blind hole is not automatically a high-precision hole, nor is it automatically a low-precision one. It can be nothing more than a standard drilled hole, or it can become a high-precision hole after subsequent boring, reaming, precision milling, or grinding.
In other words, a blind hole does not come with an inherent precision grade.
1.2.3 Chip Evacuation Is More Difficult Than in a Through Hole
This is one of the most practical challenges in blind-hole machining.
Because the bottom is closed, chips have no natural path to pass through. In deep holes, this makes it much easier to run into poor chip evacuation, scratched hole walls, tool overheating, tool breakage, or chip packing at the bottom. The problem becomes even more obvious in stainless steel, titanium alloys, sticky aluminum materials, and deep small-hole applications.
1.2.4 Hole Depth Must Be Strictly Controlled
If a through hole is drilled too far, there may still be a way to recover.
If a blind hole is drilled too deep, there is often no way back.
That is why blind-hole machining places much tighter demands on depth control. Whether it is CNC drilling, blind tapping, or a precision mounting hole, any mismatch between actual depth and the drawing can cause downstream assembly problems.
1.3 Common Applications of Blind Holes
Blind holes are common for one very simple reason: many parts are not supposed to be drilled through.
1.3.1 Locating Holes, Stop Holes, and Guide Holes
In many cases, these holes use the hole bottom to create axial limitation, allowing pins, shafts, sleeves, or locating elements to stop at a defined depth instead of passing through.
1.3.2 Blind Tapped Holes
This is one of the most common applications. Many parts require internal threads, but the hole must not break through, otherwise structural strength, appearance, sealing, or functional integrity may be compromised.
1.3.3 Oil Reservoir Holes, Sealing Holes, and Local Mounting Holes
In hydraulic, pneumatic, sealing, or local installation features, blind holes can create functional space without destroying the overall closed structure of the part.
2. Now Separately: What Is a Reamed Hole?
Unlike a blind hole, a reamed hole is not classified by structure. It is defined by the machining method used and the final accuracy level the hole achieves.
2.1 Core Definition of a Reamed Hole
A reamed hole is a high-precision hole produced by finish machining with a reamer. It is classified by machining process and accuracy grade, not by whether the hole goes through the part.
Reaming is usually not done in a single first-pass operation. The standard approach is often:
Drill the hole first
Or bore it first
Leave a small finishing allowance
Then use a reamer for final sizing
So in essence, a reamed hole represents a finish-machined result.
2.2 Core Characteristics of a Reamed Hole
2.2.1 High Dimensional Accuracy
The most defining feature of a reamed hole is its precision. It is usually used where hole diameter consistency is tightly controlled and dimensional tolerances are small, such as dowel pin holes, fit holes, and datum holes.
2.2.2 Higher Geometric Tolerance Requirements
A truly high-quality reamed hole is not just correct in diameter. It also usually requires better roundness, cylindricity, concentricity, and axis stability. Otherwise, even if the size is correct, assembly may still not go smoothly.
2.2.3 Better Surface Quality
The inner wall of a reamed hole is usually smoother, with lighter tool marks and significantly better surface roughness than an ordinary drilled hole. This matters a great deal in high-precision fits, sliding fits, sealing applications, and locating features.
2.2.4 It Can Be Either a Through Hole or a Blind Hole
This is one of the most important points.
Many people assume a reamed hole must be a through hole. It does not. A reamed hole can absolutely be made as a through hole, and it can just as well be made as a blind hole. As long as the hole has been finish-machined with a reamer and reaches the required accuracy, it is a reamed hole.
So a “reamed blind hole” is absolutely a valid concept.
2.3 Common Applications of Reamed Holes
2.3.1 High-Precision Dowel Pin Holes
Dowel pin holes usually demand highly accurate assembly, extremely small clearance, and sometimes almost zero-clearance positioning. Ordinary drilling is rarely stable enough for that. Reamed holes are much better suited.
2.3.2 Bearing Holes and Bushing Fit Holes
Whenever smooth rotation, fit accuracy, and concentricity matter, an ordinary drilled hole is often not enough. Reaming can significantly improve the geometric quality of the hole.
2.3.3 Precision Hydraulic and Pneumatic Holes
These holes require good sealing performance, strong surface quality, and stable dimensional consistency. Reaming is often a better way to meet those requirements reliably.
3. So Where Exactly Is the Difference Between a Blind Hole and a Reamed Hole?
At this point, the core difference should already be clear.
A blind hole is about whether the hole goes through.
A reamed hole is about whether the hole is precise.
They are simply not categories on the same axis.
One is structural.
The other is process- and accuracy-based.
So they are not mutually exclusive. They can overlap.
3.1 Different Basis of Classification
3.1.1 Blind Hole: Classified by Penetration Condition
The focus is on whether the hole passes through the workpiece.
3.1.2 Reamed Hole: Classified by Machining Process and Accuracy
The focus is on whether the hole has been finish-reamed and whether the final accuracy meets the required level.
That is the most fundamental difference between the two.
3.2 Different Machining Methods
3.2.1 Blind Hole: Can Be Rough or Precision Machined
A blind hole is usually first produced by drilling, milling, boring, or similar methods. It may be further refined afterward, or it may not.
3.2.2 Reamed Hole: Must Include Reaming as a Finish Operation
If the hole has not been finish-machined with a reamer, it usually should not be called a reamed hole in the strict sense.
3.3 Different Precision Requirements
3.3.1 Blind Hole: Precision Can Vary Widely
It can be an ordinary installation hole or a precision hole, depending entirely on the drawing requirements.
3.3.2 Reamed Hole: High Precision by Definition
Its very purpose is to achieve tighter dimensional accuracy and better surface finish.
3.4 Different Surface Quality
3.4.1 Blind Hole: Can Range from Rough to Fine
An ordinary drilled blind hole may show obvious tool marks and fairly average wall quality.
3.4.2 Reamed Hole: Smoother Hole Wall
After reaming, the hole wall is usually smoother and better suited to high-precision assembly and tight-fitting applications.
3.5 Different Relationship Between the Two
This is the easiest way to remember it:
A blind hole can be an ordinary blind hole
A blind hole can also be a reamed blind hole
A reamed hole can be a reamed through hole
A reamed hole can also be a reamed blind hole
So the relationship between blind holes and reamed holes is not about one containing the other. It is about two different dimensions that can overlap.
4. What Should Be Noted in Blind-Hole Machining?
Blind-hole machining may look basic, but it is actually easy to get wrong, especially in depth control and chip evacuation.
4.1 Hole Depth Must Be Controlled Accurately
Blind holes are most vulnerable to two problems:
Too deep
Too shallow
If too shallow, the mating part will not fit in.
If too deep, the structure may be weakened, or a critical area may be broken through.
This is especially important in parts where the hole bottom functions as a stop, where thread engagement depth matters, or where a sealing bottom is required. In these cases, hole depth is not just a reference dimension. It is a functional dimension.
4.2 Deep Blind Holes Require Serious Attention to Chip Evacuation
When machining a deep blind hole, chips cannot escape freely. That most often leads to:
Tool heating
Tool breakage
Scratched hole walls
Chip packing at the bottom
Dimensional abnormalities
That is why in CNC machining, deep blind holes usually require a more deliberate pecking strategy, better coolant control, and a more controlled cutting rhythm. You cannot just rely on “one drill straight to depth.”
4.3 The Bottom Shape Must Be Designed Around Assembly Needs
Not every blind hole can accept a conical bottom.
If the mating component is a flat-end pin, a flat-bottom stop element, or a sealing element, a flatter hole bottom may be required. In that case, a secondary flat-bottom finishing process must be considered rather than stopping at the geometry left by a standard drill.
5. What Should Be Noted in Reamed-Hole Machining?
The challenge in reamed-hole machining is not whether it can be reamed. The real issue is whether the hole remains stable and accurate after reaming.
5.1 A Proper Finishing Allowance Must Be Left
A reamer is not designed to remove large amounts of material. It is more like a finishing tool.
If the earlier drilling or boring operation does not leave a proper allowance, reaming quality usually suffers. If the allowance is too small, the reamer will not clean up the hole properly. If it is too large, the reamer becomes unstable under load, and both size and surface finish may deteriorate.
5.2 Reamer Selection and Parameters Must Match the Job
Different hole diameters, materials, depths, and accuracy grades all place different demands on reamer type and cutting parameters.
This is especially true in small holes, high-precision holes, stainless steel holes, and tight-fit holes in aluminum alloys. Spindle speed, feed, and coolant control all need to be handled with greater care. Otherwise, it becomes easy to run into problems such as:
Hole diameter out of tolerance
Torn or rough surface finish
Poor roundness
Burned hole walls
5.3 Not Every Hole Is Worth Reaming
Reamed holes are valuable.
But they are not automatically the best choice.
If the hole is only an ordinary installation hole, a general locating hole, or a non-precision assembly hole, blindly adding a reaming process only increases machining cost and cycle time without necessarily creating real value. Precision processes should be used where they are truly needed.
6. So How Should You Choose Between a Blind Hole and a Reamed Hole?
In the end, this question always comes back to the actual requirement.
6.1 If You Only Need a Closed, Non-Through Hole with General Positioning
In this kind of situation, an ordinary blind hole is usually enough.
For example:
Standard stop holes
Non-high-precision installation holes
Blind tapped holes
Local cavity or accommodation holes
6.2 If You Need High-Precision Fit and Accurate Positioning
In this kind of situation, a reamed hole should generally be the first choice. Whether it is a through hole or a blind hole depends on the structural requirement.
For example:
High-precision dowel pin holes
Precision guide holes
Bushing fit holes
Bearing mounting holes
High-consistency assembly holes
6.3 If You Need Both a Closed Hole and High Precision
Then the answer is a reamed blind hole.
That is exactly the kind of combined requirement commonly seen in precision mechanical parts, automation components, locating assemblies, and mold parts.
7. Common Questions and Clarifications
This section is especially useful for resolving the most common points of confusion during drawing communication and hole-type selection.
7.1 Can a Blind Hole Be Made into a Reamed Hole?
Yes.
As long as the blind hole is pre-machined first and then finish-reamed to the required accuracy, it becomes a reamed blind hole. It combines the closed-end structural feature of a blind hole with the high-precision feature of a reamed hole.
7.2 Does a Reamed Hole Always Have to Be a Through Hole?
No.
A reamed hole can be either a through hole or a blind hole. The key is not whether it passes through the part, but whether it has been finish-reamed and meets the required precision level.
7.3 How Do You Choose Between an Ordinary Drilled Hole and a Reamed Hole?
If the application is general and assembly accuracy requirements are modest, an ordinary drilled hole is usually enough.
If the application involves tight fits, high-precision positioning, or demanding surface finish, a reamed hole is the better choice.
8. Why Must Purchasing and Engineering Teams Also Distinguish These Two Concepts Clearly?
Because this is not a minor terminology issue. It directly affects cost, process design, and assembly performance.
If an ordinary blind hole is mistakenly specified as if it were a reamed hole, cost goes up, cycle time gets longer, and the drawing may become over-engineered.
If a precision fit hole that should have been reamed is treated as an ordinary blind hole instead, assembly accuracy can quickly fall out of control.
In batch manufacturing projects, a mature CNC precision machining manufacturer is usually not just someone who “can drill holes.” A capable manufacturer can also judge:
Which holes only need to satisfy structural requirements
Which holes must go through a precision process
Which holes need both blind-hole structure and high-precision fit
How to balance drawing requirements, cost, and machining feasibility
That is what real manufacturing capability looks like.
9. Conclusion: Blind Holes Are About Structure, Reamed Holes Are About Precision, So Do Not Mix the Two Dimensions
When you strip the issue down to its core, it is actually very clear:
A blind hole is a non-through hole with a closed bottom, and the focus is on structural penetration condition.
A reamed hole is a high-precision hole finish-machined with a reamer, and the focus is on process and accuracy level.
They are not opposing concepts.
And they are not substitutes for each other.
The real difference lies in the fact that they belong to different classification logics and serve different priorities. As long as you separate “structural need” from “precision need,” selection becomes much faster, drawing communication becomes much more accurate, and machining as well as assembly errors naturally decrease.
FAQ
What Is a Blind Hole?
A blind hole is a hole that opens from only one side, does not pass through the entire workpiece, and has a closed bottom. It is a basic hole type classified by structure and penetration condition.
What Is a Reamed Hole?
A reamed hole is a high-precision hole produced by finish machining with a reamer. It usually offers tighter dimensional accuracy, better roundness, and a smoother hole wall surface.
What Is the Essential Difference Between a Blind Hole and a Reamed Hole?
The essential difference lies in their classification dimension. A blind hole is defined by whether the hole goes through. A reamed hole is defined by machining process and accuracy level. One is a structural concept. The other is a precision concept.
Can a Blind Hole Be Made into a Reamed Hole?
Yes. A blind hole can be pre-machined first and then finish-reamed, resulting in a reamed blind hole.
Does a Reamed Hole Always Have to Be a Through Hole?
Not necessarily. A reamed hole can be either a through hole or a blind hole, depending on the part structure and drawing requirements.
How Do You Choose Between an Ordinary Drilled Hole and a Reamed Hole?
For general-purpose holes with modest assembly accuracy requirements, ordinary drilling is usually sufficient. When high-precision fits, accurate positioning, or improved surface finish are required, a reamed hole is the better option.
What Problems Most Commonly Occur in Blind-Hole Machining?
The most common issues include poor depth control, difficult chip evacuation, chip accumulation at the bottom, tool breakage, and scratched hole walls, especially in deep blind-hole machining.
Why Are Reamed Holes More Expensive?
Because a reamed hole usually requires pre-machining first and then finish reaming, while also demanding tighter control over finishing allowance, tool selection, spindle speed, feed, and coolant. That increases both machining time and process requirements.