Billet machined parts and forged parts differ significantly in cost, strength, precision, lead time, and suitability for production volume. This article systematically compares their manufacturing logic, application scenarios, selection criteria, and common misconceptions to help procurement teams and engineers make better decisions faster.
For one-off parts, small batches, urgent orders, and high-precision irregular components, billet machining is usually the first choice; for high-volume production, heavy loads, high impact, and long-life critical load-bearing parts, forgings are usually the better option.
That is the conclusion.
If you choose the wrong route, the consequences will not show up only on the quotation sheet. Many projects seem to save money at the start, only to pay it back later through inadequate strength, fatigue cracking, wasted material, delayed delivery, or even assembly failure. Worse still, these problems often do not fully surface at the sampling stage. They tend to appear all at once during mass production, installation, or long-term service.
So the difference between billet machined parts and forged parts is far more than a matter of process names. Behind them are two completely different manufacturing logics: one leans toward speed, flexibility, and dimensional control; the other leans toward strength, internal structure optimization, and long-term durability.
For procurement teams, engineers, and supply chain professionals serving global manufacturers, what matters is not a pile of concepts. What they need is a clear set of rules they can actually use. This guide breaks the issue down in a way that is direct, practical, and ready to apply.

1. Why the Choice Matters: It Directly Affects Quality, Efficiency, and Budget
Many people treat the choice between billet machined parts and forged parts as a simple matter of “check the price first, then decide.” That approach is too shallow.
Because the differences between these two options go well beyond unit price. They affect several critical outcomes at the same time:
1.1 Whether the Final Part Performance Will Be Reliable
If a part is a critical load-bearing component but is incorrectly made from standard billet stock through direct machining alone, it may still pass dimensional checks early on. Yet later, under fatigue, impact, or cyclic loading, it may develop cracks, permanent deformation, or even fracture.
On the other hand, if a part is only a lightly loaded structural component but is forced into a forging route, the upfront cost of tooling, process preparation, and lead time may be unnecessarily inflated.
1.2 Whether the Project Schedule Can Actually Be Met
The billet machining route is short. Fast. It is especially well suited to samples, trial production, and urgent orders.
Forging requires heavy upfront preparation. Tooling, heating, forging, heat treatment, and secondary machining all take time.
So in many cases, customers are not unaware that forgings are stronger. They simply cannot wait that long.
1.3 Whether the Total Cost Is Truly Under Control
Looking only at the unit price can easily lead to the wrong conclusion.
Billet machining is often cheaper for small quantities. But once volume increases, material waste, machining time, and labor accumulation may erase that advantage. Forgings are the opposite: they require higher upfront investment, but once production volume rises, the cost allocation often looks much better.
That is why experienced buyers do not look only at the initial order cost. They look at the total lifecycle cost.
2. Basic Definitions: First Understand What Billet Machined Parts and Forged Parts Actually Are
Many poor decisions start with unclear definitions.
2.1 What Is a Billet Machined Part?
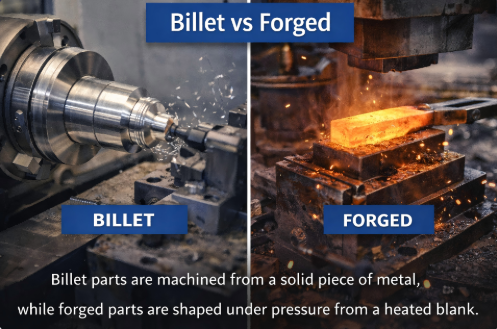
A billet machined part is made by starting with standard stock shapes or raw material, such as round bar, square stock, plate, or tube, and then removing excess material through CNC turning, milling, drilling, tapping, grinding, and other machining processes until the final geometry is achieved.
Its essence is subtractive manufacturing.
In other words, the part does not already exist. Engineers and machine tools carve it out of a solid block of material. There is no high-temperature plastic deformation and no forging-induced densification. The focus is on cutting, material removal, and dimensional control.
The biggest advantage of this route is flexibility.
If you have a drawing, it can be made.
If the drawing changes, it can be revised quickly.
It is especially efficient for prototyping.
2.2 What Is a Forged Part?
Forged parts are different. They are not simply cut in full from standard stock. Instead, the metal blank is first heated to a temperature suitable for plastic deformation, then shaped through high-pressure forging, die forging, extrusion, or similar methods. This changes both the external form and the internal structure of the metal, producing a blank that is close to the target shape. Limited CNC finish machining is then used to achieve the final dimensions and assembly requirements.
Its manufacturing logic is not simple cutting. It is forging-induced densification plus limited subtractive finish machining.
This distinction is critical. After forging, the metal’s internal structure usually becomes denser. Porosity, voids, and certain internal defects are reduced, and the grain flow is redistributed along the load path of the part. That directly affects tensile strength, impact resistance, and fatigue performance.
Put simply:
Billet machined parts are mainly “cut out.”
Forged parts are mainly “forged into shape, then finished.”
3. Core Comparison: Where Billet Machined Parts and Forged Parts Really Differ
If you remember only one quick summary, make it this:
Billet machined parts are faster, more economical, and more precise; forged parts are stronger, tougher, and more durable.
But real project decisions cannot rely on a slogan alone. Let’s break down the key dimensions one by one.
3.1 Mechanical Performance: Forged Parts Are Usually Stronger
This is one of the most fundamental differences.
A standard billet machined part generally retains the original internal structure of the raw material. It can achieve excellent dimensional accuracy and good surface quality, but its internal structure is not improved simply because it was machined. In other words, machining changes the shape, but it does not optimize how the material handles stress internally.
Forged parts are different. After high-temperature plastic deformation and forging, the metal becomes denser, the grain flow is better aligned, and tensile strength, toughness, impact resistance, and fatigue life are usually improved.
So if a part will face heavy loads, impact, vibration, or cyclic stress over time, the advantage of forging is often very clear. Not slightly better. Structurally better.
3.2 Lead Time: Billet Machining Is Faster
The billet machining route is more direct. Material selection. Programming. Machine setup. Machining. Inspection. Shipment.
It is especially friendly to samples, pilot runs, and small-batch projects.
Forgings involve many extra steps upfront: forging die preparation, heating, forging, trimming, heat treatment, rough machining, and finish machining. The process is longer, there are more variables, and the preparation is more complex.
So when lead time is extremely tight, billet machining usually has a more practical advantage.
Not because it is more advanced.
But because it is more direct.
3.3 Production Cost: Which One Is Cheaper Depends on Volume
This is the most commonly misunderstood point.
For small batches, single parts, and prototype stages, billet machining is usually cheaper. The reason is simple: no forging dies, no dedicated forging preparation, a shorter process, and lower upfront investment. As long as the customer accepts a certain amount of material waste and longer machining time per part, the project can start quickly.
But once the order moves into medium or high-volume production, the picture changes. Billet machining continues to consume a large amount of raw material, while long cutting times, tool wear, machine-hour cost, and scrap handling all become more significant. Forgings, despite their upfront tooling cost, often gain an overall cost advantage once volume grows, thanks to near-net shaping, material savings, and shorter machining time.
So the truly professional question is not:
“Which one is cheaper?”
It is:
“At this production volume, which one gives the better total cost?”
3.4 Machining Precision: Pure Billet Machining Usually Has the Edge
If you look only at final dimensions, tolerances, and geometric control, pure billet CNC machining is usually more direct and easier to push to very high precision.
Because the entire route revolves around machining, the dimensional control path is clear and repeatability is strong. For highly precise mating surfaces, locating features, sealing surfaces, or complex freeform profiles, billet machining has a very obvious advantage.
Since forged parts begin with a blank of limited dimensional accuracy and still depend on secondary machining correction, their overall precision is often slightly lower than a part formed entirely through precision billet machining.
Note the phrase “often.”
Not “always.”
If the forged blank is well controlled and the machining allowance is properly planned, it can still meet most industrial precision requirements. But for extreme precision, billet machining has a natural advantage.
3.5 Material Utilization: Forged Parts Are Usually Better
Billet machining removes material to create shape. The more complex the geometry, the more material is usually cut away. In some cases, the finished part represents only a small portion of the original stock, which means raw material utilization is not very high.
Forgings are closer to near-net shape manufacturing. In other words, the blank is shaped during forging so that it already approximates the final geometry, and only limited finish machining is needed afterward. That saves both material and machining time.
This is especially important for expensive materials. Titanium alloys, high-strength aluminum alloys, and alloy steels all carry a high material cost, so even a little waste hurts. In these cases, the economic value of the forging route becomes more obvious.
4. Billet Machined Parts: When They Should Be the First Choice
Many customers hear that forged parts are stronger and assume forgings must therefore be “more advanced.” That is not correct.
What matters is suitability, not prestige.
4.1 For One-Offs, Small Batches, and Prototyping, Choose Billet Machining First
If the project is still in validation, the drawing may change, the design is not fully frozen, and the production volume is uncertain, billet machining is almost always the more reasonable starting point.
It does not require tooling. It does not need complex upfront process preparation. The entry barrier is low, and the cost of trial and error is small.
Pilot runs. Sample parts. Engineering validation.
It suits all of them.
4.2 For Non-Load-Bearing, Lightly Loaded, or Decorative Parts, Billet Machining Is More Flexible
For non-critical load-bearing parts, light-duty brackets, housings, decorative parts, mounting bases, connector plates, sensor supports, and similar components, there is usually no need to choose forging merely in pursuit of “theoretically higher strength.”
These parts care more about dimensions, appearance, lead time, and cost balance than ultimate mechanical performance.
4.3 For Precision Parts With Extremely Tight Dimensional Requirements, Billet Machining Is More Direct
Some parts are not primarily about strength. They are about precision. High-precision cavities, locating components, precision fixture elements, instrument parts, and small complex structures usually fit better with direct precision machining from billet.
The route is shorter. The error chain is clearer. Control is more stable.
4.4 For Urgent Orders, Complex Shapes, and Difficult-to-Forge Geometries, Billet Machining Is Also More Suitable
Not every part is suitable for forging.
Some structures are too complex.
Some wall sections are too thin.
Some local features are simply unfavorable for die forging.
In these cases, instead of forcing a forging route and then struggling with corrective rework, direct billet machining is often easier and more controllable.
4.5 Commonly Used Materials
Common materials for billet machined parts include:
- aluminum alloys
- carbon steels
- stainless steels
- copper alloys
- tool steels
- engineering plastics
These standard stock materials are widely available, easy to source, and well suited to fast project startup.
5. Forged Parts: When They Are More Worth Choosing
Forging is not a cure-all. But in the right applications, its advantages are hard to ignore.
5.1 In High-Volume Production, Forged Parts Offer Better Long-Term Economics
As long as the project volume is large enough, the upfront cost of tooling and forging preparation can be spread quickly. At that point, the material savings, higher processing efficiency, and lower unit cost that come with near-net forging usually begin to show.
That is why many mature production programs ultimately choose forging. Not because the process sounds “high-end,” but because it creates a better balance between performance and cost.
5.2 For Critical Load-Bearing Parts, Heavy-Duty Parts, and High-Impact Parts, Forging Should Be Prioritized
If a part carries transmission load, structural load, impact load, rotational load, repeated stress, or safety responsibility, forgings are usually more reliable.
Typical parts include:
- transmission shafts
- gear blanks
- wheel hubs
- engine components
- critical load-bearing die components
- industrial structural support parts
- key connectors in construction machinery
What matters for these parts is not merely whether they can be machined. It is whether they can work safely over the long term.
5.3 Parts That Need Long Life and High Durability Are Better Suited to Forging
Some projects are not judged over weeks. They are judged over years.
If replacement after installation is expensive, downtime is costly, or the service environment is harsh, the value of forgings becomes much greater.
Because the benefit is not limited to static strength. It also shows up in fatigue life, toughness, and reduced failure risk.
5.4 Commonly Used Materials
Common materials for forged parts include:
- 6061 forged aluminum
- 7075 forged aluminum
- 45# steel
- alloy steels
- stainless steels
- titanium alloys
After proper forging and heat treatment, these materials can deliver their performance potential more fully.
6. Core Selection Criteria: Five Questions to Quickly Decide Which Route to Use
At the early stage of a project, procurement teams and engineers do not need to solve every detail at once. If they ask the right questions first, they can quickly eliminate the wrong path.
6.1 Look at Production Volume
This is the first decision factor.
If the project is for a single part, a prototype, or a small trial batch, billet machining is usually the priority.
If it is moving into medium-volume, high-volume, or long-term production, forgings deserve serious evaluation.
The larger the volume, the more likely forging is to shift from “not cost-effective” to “very cost-effective.”
6.2 Look at the Load Condition
If the part is only lightly loaded, non-critical, and not exposed to repeated impact, billet machining is usually sufficient.
If the part must handle heavy load, vibration, repeated impact, cyclic load, or safety-critical duty, forging is the safer choice.
Do not look only at static load data on paper. Look at the real service condition.
Many parts are not destroyed by one overload. They fail after being stressed over and over again.
6.3 Look at Lead Time
The schedule is tight. The customer is pushing. Samples are needed quickly.
Then billet machining is usually the more realistic answer.
Forging is more suitable when lead time is sufficient and the project is well planned. This is especially true for jobs that require tool development, process validation, and production ramp-up.
6.4 Look at the Budget Structure
If the budget is limited, the goal is only to make samples first, or the program has not yet been fully proven, billet machining is more flexible.
If the project is already confirmed for long-term mass production and the focus is on total cost, annual sourcing cost, and material utilization, then forging is more worth evaluating from a full-cost perspective.
Do not let the first-order price trap you.
Think long term.
6.5 Look at Precision Requirements
If the project demands extreme dimensional accuracy, geometric tolerances, and intricate irregular features, billet machining is usually the more direct route.
If the precision requirement is within standard industrial tolerance but the need for mechanical performance and service life is higher, forging is usually the more appropriate solution.
7. A More Practical Approach: Choose Directly by Project Type
If you do not want to analyze from scratch every time, use the following more intuitive decision logic.
7.1 These Projects Usually Favor Billet Machined Parts
- sample development
- new product trial runs
- small-batch orders
- complex irregular geometries
- ultra-thin-wall parts
- urgent projects
- high-precision non-load-bearing parts
- projects where the customer drawing may change frequently
These projects share a clear pattern: flexibility matters more than ultimate strength.
7.2 These Projects Usually Favor Forged Parts
- long-term mass production programs
- critical load-bearing components
- rotating transmission parts
- high-impact parts
- projects with high fatigue life requirements
- construction machinery components
- key parts in automotive and powertrain systems
- projects using expensive materials where waste must be controlled
The core concern in these projects is not “make it first.” It is “keep it reliable over time.”
8. Practical Manufacturing Notes: It Is Not Enough to Choose Well, You Also Have to Execute Well
Choosing the right route is only the first step. To make the project truly successful, process details matter just as much.
8.1 Key Considerations for Billet Machined Parts
Billet machining does not automatically mean simple.
Especially in high-precision projects, many problems come from cutting stress and deformation control.
The main points to watch are:
- control cutting stress to prevent warping or distortion after stress release
- arrange roughing, semi-finishing, and finishing operations properly
- optimize toolpaths to reduce air cutting and unnecessary material removal
- strengthen fixturing and support design for thin-wall parts, long shafts, and slender structures
- improve material utilization as much as possible within budget to reduce excessive waste
Making the dimensions is not the hard part.
Making them stable is.
8.2 Key Considerations for Forged Parts
The key with forgings is not simply whether they were forged. It is whether they were forged correctly.
Important points include:
- apply proper post-forging heat treatment to relieve residual stress and optimize material properties
- control the forging temperature window to avoid overheating, underheating, or uneven structure
- use mature forging processes and qualified suppliers to avoid internal cracks, laps, inclusions, and porosity
- leave a reasonable machining allowance for subsequent CNC finish machining
- evaluate the match between principal load direction and metal flow direction to avoid conflict between strength design and forging direction
Many forging failures do not happen because “forging is unsuitable.” They happen because the forging process itself was poor.
8.3 A Balanced Option: Forged Blank Plus Precision CNC Machining
This is a very practical route in many industrial projects.
If the project requires both higher strength and good dimensional accuracy, and production volume is at least moderate, then using a forged blank followed by precision CNC machining is often an ideal compromise.
The advantages are clear:
- forging improves internal structure and strength in the first stage
- CNC finish machining ensures critical dimensions and assembly precision in the second stage
- material utilization is higher
- performance and precision are better balanced
Many truly mature part solutions ultimately land on this combination. It is not an extreme approach. It is a balanced one.
9. Common Misconceptions: These Judgments Most Often Send Projects Off Track
Many selection mistakes are not caused by a lack of process knowledge. They come from oversimplified judgment.
9.1 Misconception 1: Forged Parts Are Always More Expensive Than Billet Machined Parts
Not true.
At small volumes, that statement is generally correct.
But in medium and high-volume production, once tooling cost is spread out, the advantages in material utilization and processing efficiency become more obvious, and the overall cost can actually be lower.
So cost should never be discussed without considering volume.
9.2 Misconception 2: Billet Machining Has Higher Precision, So It Must Always Be Better
This is also wrong.
Higher precision does not mean it is the better option in every application.
If the part must withstand impact, fatigue, and repeated high-frequency loading, then a beautiful dimension alone cannot replace the advantages in strength and toughness that come from internal structure. Some heavily loaded parts can still deform or fail in service even if they are machined to excellent precision.
So performance priorities must be set in the right order.
9.3 Misconception 3: Every Part Can Be Forged
Not at all.
Parts with extremely complex geometry, very thin wall sections, overly fine local features, or dramatic geometric transitions may not be suitable for forging at all. Forcing a forging route is not just a matter of slightly higher cost. The part may be impossible to make properly, or it may be unstable even if produced.
For such projects, direct billet machining is usually the more reasonable choice.
9.4 Misconception 4: Forged Parts Do Not Need Subsequent Finish Machining
That is not accurate either.
The strength of forgings lies in material performance and blank-shaping efficiency, not in ultimate final precision. Most industrial forgings still need CNC finish machining on critical areas, especially holes, mating surfaces, sealing surfaces, mounting surfaces, and tight-tolerance features.
So do not think of forging as a one-step finished-part process.
It is more accurately a high-performance blank solution.
10. How Procurement and Engineering Teams Should Evaluate Suppliers
A truly professional supplier will not just say, “We can make all of it.” They will ask the right questions first and then recommend the route.
10.1 First, See Whether They Ask About the Project Background
A reliable supplier will usually confirm the following first:
- expected production volume
- whether the part is a critical load-bearing component
- actual service conditions
- whether lead time is urgent
- whether heat treatment is required
- where the critical tolerances and functional surfaces are
- whether the customer is more concerned about initial cost or long-term total cost
If a supplier talks only about price from the start and asks none of this, they probably have not entered real engineering judgment yet.
10.2 Then, See Whether They Can Offer Combined Solutions
A mature project does not always have only one answer.
A supplier who truly understands manufacturing can usually offer at least two workable routes, such as:
- a pure billet CNC machining solution
- a forged blank plus CNC finish machining solution
They should then explain the differences in cost, lead time, precision, strength, and suitability for volume production.
That is what real engineering support looks like.
10.3 Finally, See Whether They Have Batch Control Capability
For projects serving global manufacturers in particular, being able to make samples is nowhere near enough.
What really matters is:
- batch consistency
- traceability of heat treatment and materials
- tolerance control capability
- inspection capability
- coordination with downstream surface finishing
- packaging and shipping stability
Many factories can make a sample.
Stable samples, stable pilot runs, and stable mass production—that is the real threshold.
11. Conclusion: How to Make a More Reliable Choice Between Billet Machined Parts and Forged Parts
In the end, billet machined parts and forged parts are not a matter of one being absolutely better than the other.
They simply excel in different directions.
The advantages of billet machined parts are:
fast, economical, flexible, and highly precise.
The advantages of forged parts are:
strong, tough, durable, and better suited to long-term mass production.
If your project is small-batch, lightly loaded, urgent, geometrically complex, or still in the validation stage, billet machining is usually the more reasonable choice.
If your project is high-volume, critically load-bearing, exposed to heavy load and impact, built for long life, or focused on long-term reliability and total cost, then forged parts usually deserve priority evaluation.
The most practical decision framework really comes down to four things:
volume, load, lead time, and budget.
Once those four are clear, the solution usually will not go far wrong.
FAQ Section
12. Frequently Asked Questions
12.1 Which Is Better, Billet Machined Parts or Forged Parts?
Neither is absolutely better. The right choice depends on the application. Billet machining is usually more suitable for small batches, high precision, urgent orders, and complex irregular geometries. Forgings are usually more suitable for high-volume production, critical load-bearing parts, long service life, and high-strength requirements.
12.2 Why Is Forging Usually Not Recommended Directly for Small-Batch Projects?
Because forging often involves tooling development and more process preparation upfront, which means higher startup cost and longer lead time. For one-off parts, prototypes, and small-batch runs, that upfront investment is usually hard to justify.
12.3 Are Forged Parts Always Stronger Than Billet Machined Parts?
In most critical load-bearing applications, properly forged parts usually offer better strength, toughness, and fatigue resistance. But that assumes the forging process itself is qualified, the heat treatment is appropriate, and the follow-up machining is properly done.
12.4 Do Billet Machined Parts Always Have Higher Precision?
They are usually easier to machine to higher precision, especially for parts with very tight dimensional tolerances and complex contours. But higher precision does not mean they are better for every service condition. For load-bearing parts, material structure and performance still matter.
12.5 Do Forged Parts Still Need CNC Machining Afterwards?
In most cases, yes. Forgings usually provide a higher-performance blank first, and CNC finish machining is then used to guarantee the required accuracy on critical dimensions, mating surfaces, and mounting areas.
12.6 How Can You Quickly Judge Which Route a Project Should Use?
Look at five things first: production volume, loading condition, lead time, budget, and precision.
For small batches, light loads, urgent orders, and high-precision irregular parts, billet machining should usually come first.
For high-volume, heavily loaded, high-impact, long-life critical parts, forgings should be evaluated first.