Learn the difference between fillets and chamfers in CNC machining. Explore design rules, machining cost, stress control, assembly benefits, common problems, and how to choose the right edge treatment for precision parts.
Fillets and chamfers are not simple edge details. They directly affect part strength, assembly efficiency, operational safety, visual quality, and machining cost. In precision CNC machining, chamfers are generally better for standard edge breaking and easier assembly, while fillets are the better choice for stress reduction and higher safety requirements. Choosing the wrong one can hurt performance and drive up rework and production costs.

1. Small Details, Big Impact: Fillets and Chamfers in CNC Machining
In precision part manufacturing, many buyers and designers focus on dimensions, tolerances, materials, and surface treatments, while underestimating the importance of edge treatment. In reality, these seemingly minor details often determine whether a part is merely usable or genuinely well made. They can be the difference between something that just passes inspection and something truly suitable for consistent volume production.
Fillets and chamfers are one of the clearest examples. Both are applied to edges. Both are common. Both are often treated as routine finishing steps. Yet their design logic, functional value, machining methods, and cost structures are entirely different.
For a precision machining supplier serving global manufacturers with reliable [precision CNC machining services], that distinction cannot be blurred. Volume buyers do not only care whether a drawing can be produced. They care whether the part is safer, more durable, easier to assemble, and still economical to manufacture at scale. If the wrong edge treatment is selected, the consequences do not stop at appearance. The issue can spread into assembly interference, stress cracking, shorter service life, higher tooling costs, or even full-batch rework.
That is why fillets and chamfers are never optional afterthoughts. They are part of the design intent. They are also part of the manufacturing capability.
2. Basic Understanding: First Distinguish Fillets from Chamfers
2.1 What Is a Chamfer?
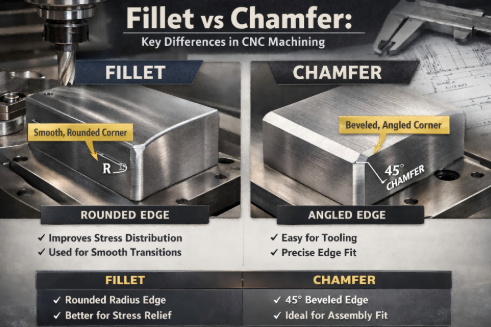
A chamfer is created by cutting away a sharp 90-degree edge and replacing it with an angled flat surface. The most common version is a 45-degree chamfer, but in actual projects, 30-degree, 60-degree, and other custom angles are also used depending on assembly or structural requirements.
Chamfers can appear on external edges, hole entrances, slot openings, and internal cavity access points. External chamfers are commonly used to remove sharp edges, improve appearance, or create assembly clearance. Internal chamfers are more often used on holes for deburring and assembly lead-in.
Visually, a chamfer is easy to identify. It is not a curve. It is a straight beveled plane. The sharp corner is removed, but the part still retains a clear linear, geometric look. As a result, chamfers often make a part appear cleaner, sharper, and more distinctly mechanical.
On engineering drawings, chamfers are typically marked as C0.5, C1, or C2. Here, C usually refers to a 45-degree chamfer, and the number indicates the size. If the chamfer is not 45 degrees, the drawing will often include both the angle and the edge length to prevent misinterpretation.
2.2 What Is a Fillet?
A fillet is a rounded transition added to a sharp corner, replacing the intersection of two surfaces with a smooth arc of a defined radius. Instead of leaving a hard corner, the geometry flows from one surface into the other through a curved profile.
Like chamfers, fillets can be external or internal. External fillets are often used to improve safety, feel, and edge durability. Internal fillets are especially common in load-bearing features, fluid channels, mold cavities, and corner transitions because they significantly reduce stress concentration.
The appearance of a fillet is completely different from that of a chamfer. A chamfer creates a flat bevel. A fillet creates a continuous curved transition. The feel is softer. The look is smoother. On high-end precision parts, this difference is often immediately noticeable.
On drawings, fillets are usually marked as R0.5, R1, R2, or R3. The R stands for radius, and the number indicates the arc radius value. As soon as a machinist sees an R callout, it is understood to be a fillet rather than a chamfer.
2.3 The Most Direct Differences Between Fillets and Chamfers
The essential differences between fillets and chamfers can be reduced to three points.
2.3.1 Different Geometry
A chamfer is a flat angled surface. A fillet is a curved radius. One is a linear cut. The other is a smooth geometric transition.
2.3.2 Different Drawing Notation
Chamfers are usually marked with C. Fillets are usually marked with R. If these symbols are confused on a drawing, the result is rarely a minor deviation. More often, the part is machined incorrectly.
2.3.3 Different Functional Logic and User Experience
A chamfer removes the sharp corner, but the edge still retains a slight sense of definition. A fillet is more complete. It creates a softer, more rounded transition, making it better suited for applications where safety and stress control matter most.
3. Functional Differences: Why Use a Chamfer? Why Use a Fillet?
3.1 Core Functions and Typical Uses of Chamfers
Chamfers are so widely used not because they are sophisticated, but because they are practical, efficient, and entirely sufficient in many situations.
3.1.1 Deburring and Edge Breaking
This is the most common function of a chamfer. After machining, part edges often retain burrs or sharp corners. These can injure operators or damage mating components. A small chamfer usually solves the problem quickly.
3.1.2 Assembly Lead-In
Chamfers are especially valuable in shafts, holes, pins, sleeves, and similar mating parts. A small entry chamfer can make assembly much smoother. It helps parts align more easily, reduces jamming, and lowers the risk of scratching mating surfaces during insertion.
3.1.3 Minor Stress Relief
Compared with a sharp corner, a chamfer does slightly improve stress distribution. But that effect is limited. It does not reduce stress concentration nearly as effectively as a fillet, so in high-load or cyclic-load structures, a chamfer alone is often not enough.
3.1.4 Appearance Improvement and Clearance Relief
Many parts do not require the highest possible edge safety level. They simply need to look cleaner and more mechanically refined. Chamfers work well in those cases. They also provide small clearance spaces during assembly, helping avoid edge interference.
3.2 Core Functions and Typical Uses of Fillets
The value of fillets is more closely tied to performance. A fillet is not only about removing a sharp edge. It is about making a part more stable, more durable, and safer.
3.2.1 Effective Reduction of Stress Concentration
This is one of the most important functions of a fillet. Sharp corners are natural stress concentration points. Under repeated loading, cracks often start there. A fillet spreads local stress over a broader transition, making force distribution smoother and more even.
That is why fillets are often essential rather than decorative in drive shafts, gear root transitions, fixture bases, mold corners, and heavily loaded connection areas.
3.2.2 Improved Durability and Fatigue Resistance
Parts are not made for one-time use. In applications involving continuous operation, frequent vibration, or fluctuating loads, fatigue becomes more important than static strength. Fillets reduce local damage, lower the risk of cracking, and help delay wear and impact damage.
3.2.3 Better Safety and User Comfort
In medical devices, consumer equipment, household products, children’s products, food equipment, and similar applications, fillets also provide a very practical benefit: they reduce the risk of cuts, impacts, and accidental contact injuries. Compared with chamfers, fillets usually offer a more thorough safety solution.
3.2.4 Improved Flow and Material Transition
In fluid channels, valve bodies, pipe turns, cleanable cavities, and certain food-handling components, internal fillets reduce turbulence, lower resistance, and minimize material buildup and dead zones. A chamfer is difficult to use as a true substitute in these situations.
3.2.5 Higher-End Visual Quality
Even when both treatments improve an edge, a fillet tends to create a more refined, rounded, premium appearance. For high-end equipment housings, precision instruments, medical parts, and consumer electronics structural components, that visual detail matters. It may not call attention to itself, but it strongly influences the overall impression.
3.3 A Simple Functional Summary
If the distinction must be reduced to one line, it can be understood like this:
Chamfers are mainly about deburring, assembly guidance, faster machining, and cost control.
Fillets are mainly about stress reduction, fatigue resistance, full safety, and a more refined user experience.
4. CNC Machining Differences: Process, Cost, and Difficulty
4.1 Different Equipment and Tooling Requirements
4.1.1 Chamfers Are Easier to Machine with Standard Tools
Chamfers can usually be machined with standard end mills, chamfer cutters, turning tools, and similar tooling. Whether on a CNC lathe, a vertical machining center, or a horizontal machining center, chamfering is generally a mature and easy-to-implement process.
Tooling is widely available. Programming is straightforward. Stability in batch production is also generally strong.
4.1.2 Fillets Demand More from Tools and Toolpaths
Fillets are different. Small-radius fillets, internal fillets, and deep-cavity fillets often require ball nose tools, radius tools, form tools, or carefully controlled toolpaths. Internal fillets are also restricted by cutter diameter, tool stick-out length, access clearance, and machine motion capability.
The smaller the radius, the deeper the feature, and the more enclosed the geometry, the harder the fillet becomes to machine.
4.2 Clear Differences in Difficulty and Efficiency
4.2.1 Chamfers Use Simple Toolpaths and Run Faster
A chamfer usually requires only a simple linear toolpath. In many cases, it can be completed in a single pass. Programming time is short. Machining time is short. Setup risk is low. For most standard structural parts, chamfers are the default choice when high efficiency matters.
4.2.2 Fillets Depend More on Curved Motion and Precision Control
A fillet is rarely a simple one-pass operation. Internal radii and small-radius fillets often require more refined path control, multiple stepovers, interpolation strategies, or finishing passes. Machining takes longer. Risk goes up. If the program, tooling, or machine rigidity is not well matched, problems such as uneven arcs, leftover stock, or overcutting can appear.
4.3 Cost and Tolerance Control Are Not on the Same Level
4.3.1 Chamfers Usually Cost Less Overall
Chamfer tools are inexpensive. Machining time is short. Scrap rates are typically low. For most standard parts that do not depend on advanced stress control at the edge, chamfers are a classic high-value solution.
They are not universal. But they are economical.
4.3.2 Fillets Usually Cost More Overall
Fillets, especially precise small-radius fillets, often require higher-grade tools, longer cycle times, and tighter inspection control. The smaller the radius, the harder it becomes to control dimensional variation. The more complex the geometry, the greater the risk of machining failure. In general, fillets, especially complex internal radii, cost noticeably more than comparable chamfers.
4.4 Differences in Drawing Design and Manufacturability Limits
4.4.1 Chamfers Offer More Design Flexibility
Chamfers are relatively easy to produce across a wide size range. Whether the requirement is a small C0.2 precision chamfer or a large C5 bevel, machining is usually quite feasible as long as the geometry allows it.
Hole entries, outside diameters, slot edges, and outer frames can all be chamfered.
4.4.2 Fillets Have Clear Manufacturability Limits
The most important limitation on fillets is this: an internal fillet radius cannot be smaller than what the tool can physically produce. Just because a drawing shows a very small internal radius does not mean the shop can actually machine it. In deep slots, narrow gaps, and deep cavity corners, specifying an excessively small internal radius can sharply increase machining difficulty or make the feature impossible to produce as drawn.
This is one of the most common causes of rework in batch projects. The design may ignore cutter limitations, and the shop then has to correct the issue later under pressure.
5. CNC Machining Selection Guide: When to Use a Chamfer and When to Use a Fillet
5.1 When Chamfers Should Be the First Choice
5.1.1 Standard Structural Parts That Only Need Sharp Edges Removed
If the part does not carry significant stress through the corner and only needs edge breaking and basic safety improvement, a chamfer is usually sufficient.
5.1.2 Shafts, Holes, Pins, and Similar Parts That Need Assembly Lead-In
These parts are highly sensitive to edge interference during assembly. A well-designed chamfer makes insertion, positioning, and mating much easier and is especially suitable for high-volume assembly operations.
5.1.3 Projects with Tight Budgets That Prioritize Efficiency and Cost
Not every project needs advanced edge performance. Many volume production programs focus more on cycle time, unit price, and delivery schedule. If the function does not strongly depend on a fillet, a chamfer is usually the more practical choice.
5.1.4 Tight Spaces Where Fillets Are Difficult to Machine
In certain small bores, narrow slots, and confined edge regions, fillets face strong tooling limitations. In such cases, chamfers are often easier to produce and more stable in production.
5.2 When Fillets Should Be the First Choice
5.2.1 Critical Load-Bearing Parts
In drive shafts, gear root transitions, connecting rods, fixture load points, mold stress corners, and similar areas, keeping a sharp corner or using only a basic chamfer can significantly increase long-term risk. A fillet is the better option.
5.2.2 Parts Subjected to Frequent Vibration or Alternating Loads
When parts operate under repeated loading, constant starts and stops, or significant vibration, fatigue becomes a major concern. In these environments, the value of a fillet is usually far greater than that of a chamfer.
5.2.3 Products Requiring High Safety Standards
Medical devices, food equipment, children’s products, sanitary products, and handheld equipment housings all require a higher level of edge safety and contact comfort. In those cases, fillets are usually more appropriate than chamfers.
5.2.4 Fluid Channels and Smooth Internal Transitions
Valve bodies, flow passages, liquid-contact channels, and parts prone to product buildup often benefit from filleted transitions, which improve flow and support easier cleaning.
5.2.5 High-End Appearance Parts
If the part serves not only a mechanical function but also a visual one, a fillet often creates a more premium appearance and gives the customer a stronger sense of precision and completion.
5.3 Common Size Ranges for Selection Reference
5.3.1 Standard Precision Parts
Chamfers commonly range from C0.5 to C1.
Fillets commonly range from R0.5 to R1.
5.3.2 Medium and Large Structural Parts
Chamfers commonly range from C1 to C2.
Fillets commonly range from R1 to R3.
5.3.3 Thin-Wall or Small Precision Parts
Chamfers commonly range from C0.2 to C0.5.
Fillets commonly range from R0.2 to R0.5.
These are only reference ranges, not fixed rules. Final values still need to be determined based on material, geometry, function, and machining capability.
6. Common CNC Machining Problems and How to Avoid Them
6.1 Common Problems in Chamfer Machining
6.1.1 Uneven Chamfer Size or Incorrect Angle
This is not uncommon in batch production. It is usually related to tool calibration, compensation settings, and path consistency. First article approval cannot be skipped, and in-process inspection during production cannot be skipped either.
6.1.2 Overcutting That Damages the Main Part Geometry
Chamfering may be a small operation, but if the tool compensation is wrong or the depth of cut is not controlled well, the chamfer can cut into the primary surface. On small precision parts, that can be especially damaging.
6.1.3 Burrs Left Behind
If a chamfer is machined but burrs remain, the issue is often not with the process concept itself. More commonly, the cutter is not sharp enough, the cutting parameters are not well tuned, or the cutting condition is unstable. Small operations often reveal the most basic weaknesses.
6.2 Common Problems in Fillet Machining
6.2.1 Radius Deviation or Poor Arc Smoothness
Small-radius fillets are especially prone to this. The cause may be tool accuracy, machine dynamic performance, program stepover, feed settings, or several factors at once. Fillets may look gentle, but they demand much more from the quality of the toolpath.
6.2.2 Leftover Stock in Internal Fillets or Incomplete Machining
In many cases, this does not mean the shop worked carelessly. It means the designed radius exceeded what the tooling could actually reach. If the tool radius is larger than the specified internal fillet, leftover stock is almost unavoidable. The real source of the problem often lies in the design stage.
6.2.3 Fast Tool Wear or Even Tool Breakage
Small-radius fillets in deep, hard-to-evacuate areas create poor heat dissipation and unfavorable loading conditions. Once the speed is pushed too high, the risk rises quickly. This is not a place to chase efficiency blindly.
6.3 Universal Design and Machining Guidelines to Avoid Trouble
6.3.1 Drawings Must Be Marked Clearly
C and R must never be confused. For buyers, designers, and machinists alike, this is not a minor notation issue. It is part of the manufacturing instruction itself. One marking error can lead to an entire batch being machined incorrectly.
6.3.2 Internal Fillets Must Respect Tool Radius Limits
This is one of the most basic manufacturability rules, and one of the easiest to ignore. If the designer considers only the theoretical geometry and not the tool access conditions, the chance of rework becomes much higher.
6.3.3 First Article Confirmation Is Essential Before Batch Production
Edge treatment often looks simple, which makes it easy to overlook early in a project. That is precisely why the first article stage should confirm chamfer or fillet size, surface appearance, visual effect, and assembly fit before production moves forward.
7. Conclusion: Small Details Define Precision Part Quality
Fillets and chamfers are never insignificant finishing details. They determine more than how an edge looks. They influence whether a part is more durable, safer, easier to assemble, and better suited for stable volume manufacturing.
The value of a chamfer lies in its efficiency, low cost, easy manufacturability, and assembly friendliness. It fits a wide range of standard applications. Simple. Direct. Practical.
The value of a fillet lies in stronger stress reduction, better durability, greater safety, and smoother visual transitions. It is better suited for demanding applications and deserves more deliberate attention.
In CNC machining projects, the truly mature selection logic is not about asking which one is more advanced. It is about asking which one is the better match.
A match for the part’s function.
A match for the loading conditions.
A match for the budget.
A match for the logic of batch production.
And a match for the manufacturability of the drawing.
Only when all of these factors are evaluated together do fillets and chamfers stop being mere notations on a drawing and start becoming effective process choices that improve product quality, reduce manufacturing risk, and cut down on wasted rework.
For volume production projects, that judgment matters even more. Because when the right edge treatment is selected, what gets saved is not just a few minutes of machining time. It is the stability and controllability of the entire manufacturing chain.
8. FAQ
What is the difference between a fillet and a chamfer?
A chamfer is a flat angled edge, while a fillet is a rounded radius transition. Chamfers are commonly used for deburring and assembly lead-in, while fillets are more often used to reduce stress concentration and improve safety.
When should I use a chamfer instead of a fillet?
A chamfer is usually the better choice when the goal is to remove sharp edges, improve assembly, reduce machining time, and control cost. It is especially suitable for standard structural parts, shafts, holes, pins, and other mating components.
When should I use a fillet instead of a chamfer?
A fillet is usually preferred in load-bearing areas, vibration-prone parts, fluid channels, and products with higher safety requirements. It is especially effective where stress concentration, fatigue resistance, and smooth edge transitions matter.
Are fillets more expensive to machine than chamfers?
In most cases, yes. Fillets, especially small internal fillets, usually require more specialized tooling, longer machining time, and tighter tolerance control. Chamfers are generally faster and less costly to produce.
Can any internal fillet radius be machined?
No. The internal fillet radius must be compatible with the available cutter size and access conditions. Very small internal radii in deep slots or narrow cavities may be difficult or impossible to machine exactly as drawn.
Do chamfers help reduce stress concentration?
Chamfers can reduce stress concentration slightly compared with a sharp corner, but their effect is limited. If stress distribution is a major design concern, a fillet is usually the more effective solution.
Why are chamfers often used for assembly features?
Chamfers help guide mating parts into place during insertion. They reduce jamming, make alignment easier, and help protect mating surfaces from scratches or damage during assembly.
Why are fillets important in precision parts?
Fillets improve durability, reduce the risk of cracking, enhance safety, and often create a more refined appearance. In many precision parts, they are essential to both performance and product quality.